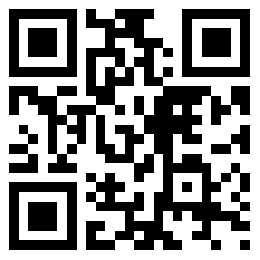
位于整经机的后方,用以放置整经筒子,常用的筒子架有两种形式,单式筒子架和复式筒子架。单式筒子架上仅装有工作筒子,南通长丝整浆并换筒时要停车。复式筒子架上配有两套筒子的纱头相连接,这样换筒子时就不必停车,可提高效率。但纱架过大时易造成张力不匀。用来控制和调节每根纱线张力的大小,并使纱线作90度的拐弯。纱架的前面有断纱自停装置,在整经过程中,当纱线发生断头时,自停装置会自动使经轴停止回转。集纱板的用途是按一定的排列次序集聚纱线。专业长丝整浆并加油的目的是为了防止静电。油辊的回转方向与经纱相迎,当纱线经过加油辊表面时,沾上油液。纱线的加油量可通过改变加油辊的速度来调节。
绞纱上浆------是近代用得最早的一种浆纱方式,有手工和机械两种,都是将绞纱在浆液中浸透、绞干、抖松,然后烘干。这种方法适用于色织、织带、复制品等小批量生产。单纱上浆------从筒子上退出单纱,在单纱上浆机上浆、烘干后再卷绕成浆纱筒子。南通长丝整浆并也可在低速络纱机上加装浆槽和烘干器而成。也有专一设计的《单纱上浆机》。这种方法虽然产量低、工耗大,但上浆质量好、浆膜完整度高。在丝织和苎麻织造中有时采用。近来在特种纤维上浆常有应用。织轴上浆------由分条整经机做成织轴,经上浆后再卷绕成织轴。专业长丝整浆并多用于丝织、色织的多品种和小批量生产。经轴上浆------将若干只经轴上的经纱同时引出,浸入浆液,压掉多余浆液,烘干、分纱,最后按规定长度巻成织轴。这是应用得最广的上浆方法。在老的丝织厂用于粘胶长丝上浆时,也有用醮浆方式的。整浆联合------在整经机的筒子架和机头之间安装一套上浆和烘干装置,将整经和上浆合成一道工序,多用于合成纤维长丝上浆。

南通长丝整浆并在同一浆液浓度下,压浆力与上浆率有着直接的关系,压浆力越大,则上浆率越小。浆液浓度是影响上浆率的最主要因素。在其他条件相同时,浆液浓度越大,则上浆率也越大;浆纱速度越高,则经纱在压浆区经过的时间越短,压去的浆液越少,上浆率也就越高。压出加重率是指经纱通过浆槽,被压浆辊压榨,进入烘房前,长丝整浆并生产厂家浆纱内所含浆料和水分的总重量与经纱干重的百分比。压浆力与压出加重率有直接关系,压浆力的高低直接反映出压出加重率的大小。

采用不同纺纱工艺生产出来的纱线,其纱线结构有很大的差别。气流纱与环锭纱相比,内部有较多空隙。转杯纱的纱条结构外松内紧,表面结构蓬松,纱条内外层密度不一,纤维弯钩多。环锭纱的纱条结构呈螺旋线排开,纤维伸度好,结构紧实;专业长丝整浆并上浆困难。不同的气流纺纱机所纺制的纱线对上浆率的要求也不同。实际上各种不同的纱线都需要有相应的浆纱配方。纱线在纺制过程中若有任何结构变化,南通长丝整浆并其上浆率也需做出相应的调整:纱线捻度降低时,必须提高上浆率;如果纱线中短纤维的比例增加,其上浆率也必须加以改变;股线一般不需要上浆,有时为了稳定捻度,使纱线表面毛羽贴伏,可以上些轻浆。
对流加热方式:用于热风式浆纱机,通过用加热空气以一定速度吹向浆纱表面,以便将热量传给湿浆纱。专业长丝整浆并优点:①作用均匀缓和,浆纱具有丰满感;②相邻浆纱互相黏连少,成膜性好;③分纱棒分纱容易,落浆和起毛少。南通长丝整浆并缺点:①烘燥效率低,蒸汽消耗大;②在烘房内穿纱长度较长,易产生意外伸长;③断头处理困难,烘房结构复杂。热传导方式:烘筒式浆纱机。优点:①纱线直接与高温烘筒表面接触,烘干能力大,效率高,②温度容易控制。可将烘筒分成数组,③纱线紧靠烘筒运行,排列不会被打乱。同时片纱伸长均匀,易于控制,线纱伸长率仅为对流加热方式的60%左右。④烘房结构简单,便于操作维修。缺点:纱线在湿润状态下与高温烘筒表面直接接触,易黏附烘筒表面,破坏浆膜完整性。烘筒表面均涂有聚四氟乙烯防黏层。